SERVICES
EBP加工工程


EBP加工工程
01〜04 工期:約3-4Weeks
01
素材準備
- シートの巻加工
- ステンレスシートをTIG溶接またはスポット溶接にて両端を接合し、ロール状に成形します。

02
前処理
- 脱脂
- 穴あけ加工に影響しないように円筒状のステンレスシートの油類や埃(汚れ)の付着を取り去る脱脂・洗浄処理を行います。

03
穴あけ加工
- 穴あけ加工
- 円筒状のステンレスシートを電子ビーム穴あけ加工機にて穴あけします。

04
後処理
- 酸洗・バリ取り(一次除去)
- 穴あけ後の汚れを酸洗浄し、機械的に一次除去します。
- 寸法カット
- バリを一次除去した円筒状のステンレスシートを平板状に戻し、適当な寸法に切断します。
- バリ取り(二次除去)
- かえりバリや穴中のバリは酸洗などで除去します。
- 洗浄
- 油脂等の汚れを有機溶剤で除去します。
- 中間検査
-
- 歪み、打ち傷、折れ曲りなどがないことを確認します。
- 製作図に従い、穴径、ピッチおよび板厚の寸法検査を行います。


加工機の構造
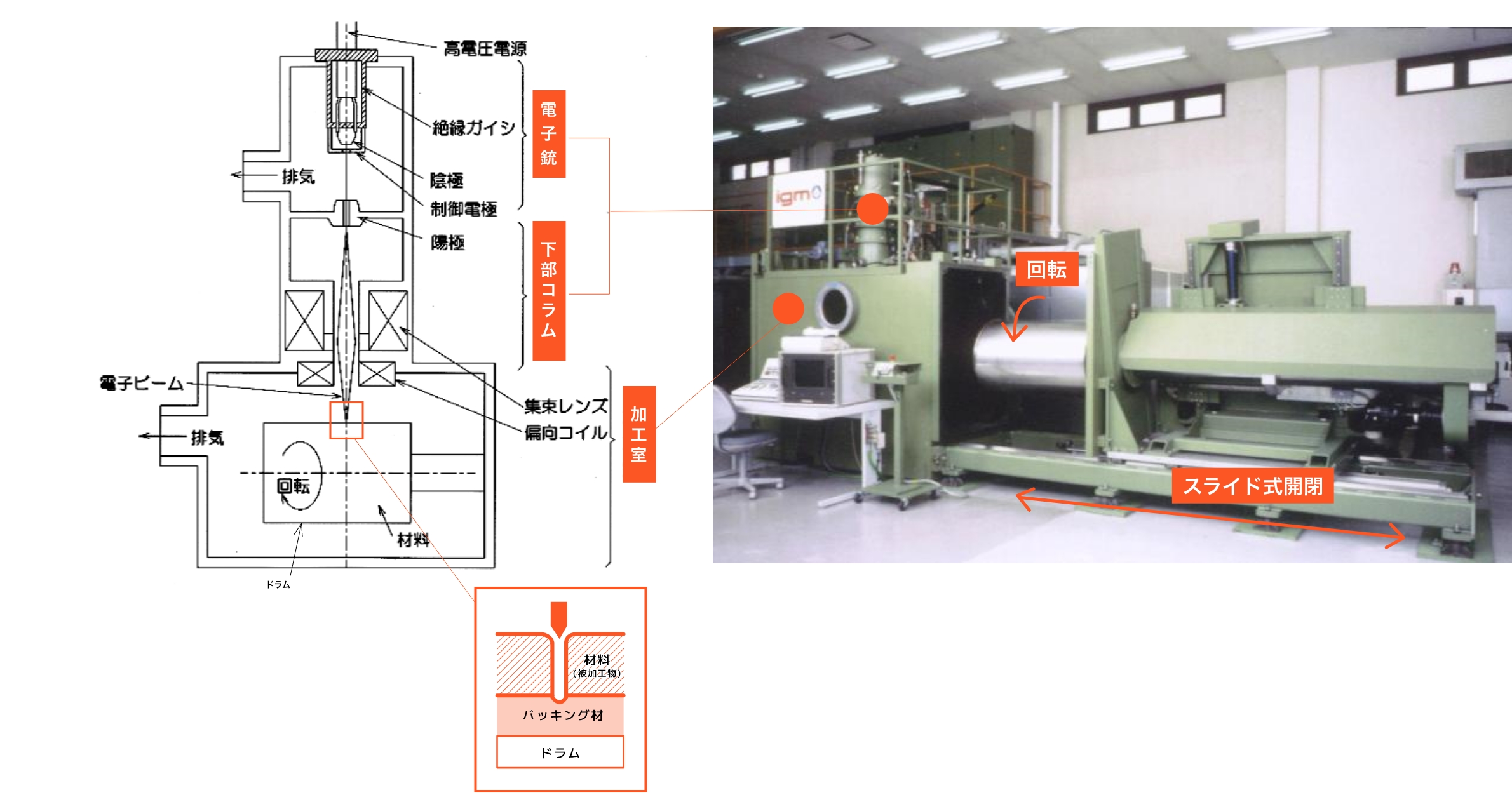
ビームの発散防止、絶縁度向上、酸化防止のため加工室を真空状態にします。
ドラムを回転させながら、電子ビームを高速でパルス状に照射することで連続加工が可能になります。
05〜06 工期:約3Weeks
05
成形
(2次加工)
(2次加工)
- 切断/円筒成形/溶接組立
-
- 製作図に従い、スクリーンプレートを切断します。
- 所定寸法で切断した後、円筒成形し両端を接合します。
- 円筒成形したスクリーンとフランジ等の機械加工部品を最適化した溶接条件で接合します。

06
表面処理
- 電解研磨
- 最終洗浄の目的で電解研磨を施工します。
07
検査
- 最終検査
-
- 製品全域に歪み、打ち傷、折れ曲りなどがないことを確認します。
- スクリーン部の穴あけ範囲全域に異物による穴の閉塞が無いことを確認します。
- 製作図に従い、主要寸法の寸法検査を行います。

穴あけプロセス
01 照射
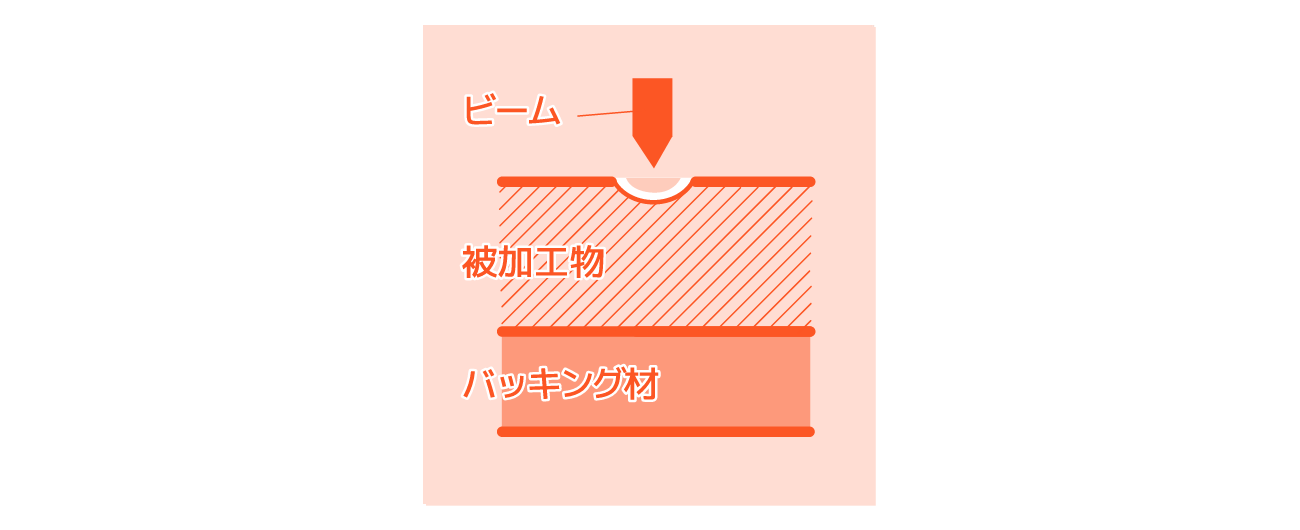
集束された電子ビームが被加工物に照射されて、最初にその一部が溶融します。
02 浸透

蒸発物に満ちた空洞が深くなり、その周りに溶融層ができます。
03 貫通

電子ビームが被加工物を貫通して、バッキング材まで到達します。
04 飛散
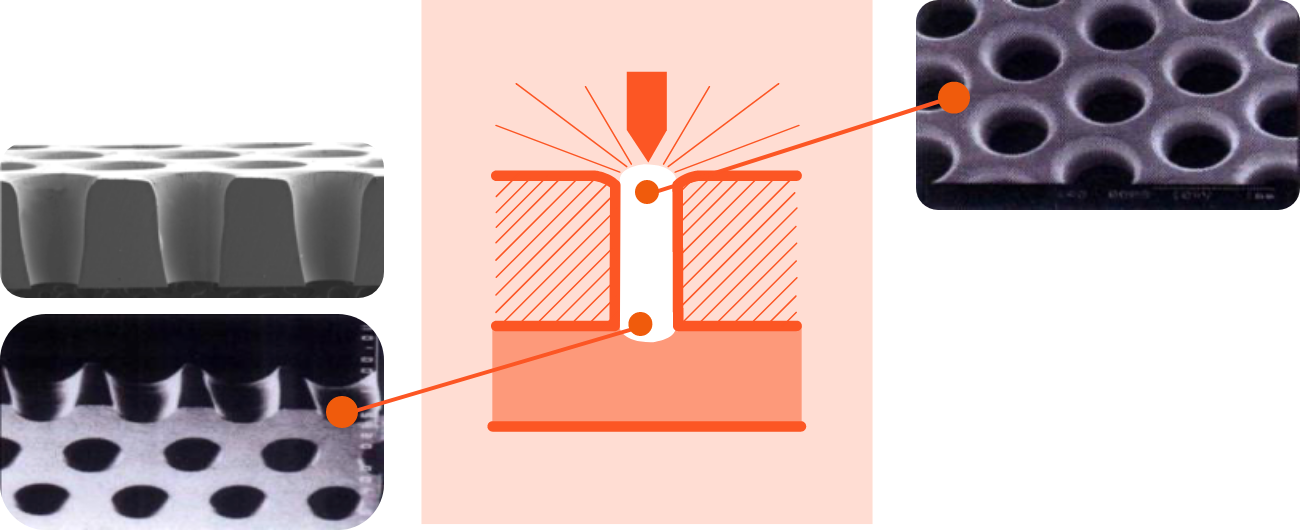
バッキング材のもつ高い蒸気圧によって、貫通穴内部に残留した溶融金属を外部に飛散させて、穴あけが完了します。
